Технические рекомендации по механической обработке стали Hardox
Износостойкие стали Hardox входят в группу металлов, для механической обработки которых используются специнструменты из быстрорежущей инструментальной стали (HSS) либо твёрдых сплавов (CC). Ниже представлены рекомендуемые параметры процесса резки (подача, скорость вращения) и инструменты. Кроме того, указаны некоторые другие факторы, которые учитываются при механической обработке.
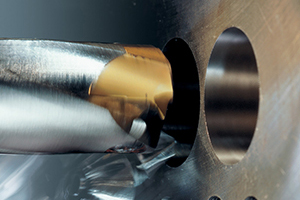
Сверление.
Для сверловки отверстий в деталях из износостойкой стали Hardox используйте свёрла из быстрорежущих либо твёрдосплавных материалов. Выбор инструмента определяется используемым оборудованием и жёсткостью конструкции станка. Тем не менее не зависимо от вида оборудования требуется максимально снизить вибрации.
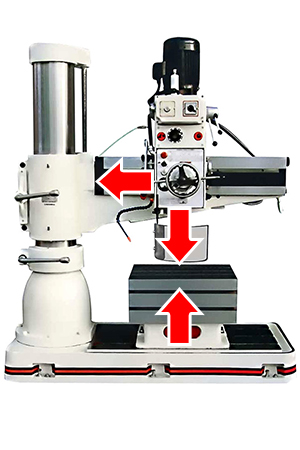
Использование радиально-сверлильных станков.
Чтобы устранить вибрации и повысить срок работы сверла необходимо придерживаться следующих правил:
- Обеспечить минимальное расстояние от сверла до колонны станка;
- Применять жесткие подкладки и исключить использование деревянных;
- Деталь должна быть прочно затянута, сверловку производить максимально близко к подкладкам;
- Обеспечить минимальное расстояние между наконечником сверла и консолью станка, для этого рекомендуется применять укороченный шпиндель либо короткие свёрла;
- Необходимо замедлить подачу станка перед выходом сверла из тела детали, чтобы исключить его подрыв;
- Обеспечить обильную подачу смазочно-охлаждающей жидкости.
Для радиально-сверлильных станков предлагается использовать два типа сверл:
- При мелкосерийном и штучном производстве сверловку возможно производить простым сверлом из быстрорежущей инструментальной стали (HSS). При большой серии и для обеспечения высокой производительности рекомендуем применять микролегированные (HSS-E) сверла либо сверла из сплава с содержанием кобальтом (HSS-Co).
- Применяйте сверла из HSSCo8 (8% содержание кобальта) с прочной поперечной кромкой и малым углом наклона винтовой канавки, выдерживающие максимальные крутящие моменты.
Рекомендуемые режимы резки:
| Hardox HiTuf | Hardox 400 | Hardox 450 | Hardox 500 | |
|
vc [м/мин] |
≈12 |
≈9 |
≈7 |
≈5 |
|
D [мм] |
Скорость подачи, f [мм/об] / Частота вращения, n [об/мин] |
|||
|
5 |
0,07/760 |
0,05/570 |
0,05/445 |
0,05/320 |
|
10 |
0,10/380 |
0,10/290 |
0,09/220 |
0,08/130 |
|
15 |
0,16/250 |
0,16/190 |
0,15/150 |
0,13/85 |
|
20 |
0,23/190 |
0,23/150 |
0,20/110 |
0,18/65 |
|
25 |
0,30/150 |
0,30/110 |
0,25/90 |
0,22/50 |
|
30 |
0,35/130 |
0,35/90 |
0,30/75 |
0,25/45 |
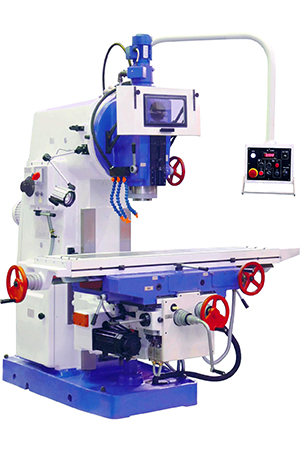
Использование более жесткого оборудования (горизонтально-расточные и вертикально-фрезерные станки).
Увеличение производительности можно достичь за счет применения твердосплавных сверл, но они имеют недостаток в виде хрупкости при сильных вибрациях, для устранения которого твердосплавные сверла рекомендуется использовать на современном жестком оборудовании.
Твердосплавные свёрла выпускаются в трех типах: цельные, с напаянными пластинами, со сменными пластинами. В зависимости от жесткости оборудования, вида крепления детали на нём, диаметра необходимого отверстия и требуемых допусков применяются твердосплавные сверла различного типа. Главная рекомендация — использовать максимально короткие свёрла, что также снижает вибрации при работе.
Цельное твердосплавное сверло:
- Диаметр отверстия: >3 мм;
- Допуски: минимальные, требуется высокая точность;
- Переточка: возможна;
- Чувствительность к вибрации: высокая;
Сверло с напаянными твердосплавными пластинами:
- Диаметр отверстия: >10 мм;
- Допуски: минимальные, требуется высокая точность;
- Переточка: возможна;
- Чувствительность к вибрации: высокая, но меньше чем у цельных твердосплавных сверл;
Сверло со сменными режущими пластинами:
- Диаметр отверстия: >12 мм;
- Производительность: максимальная;
- Допуски: ниже чем у цельных и сверл с напаянными пластинами;
- Преимущество: Высокая экономия.
Смазочно-охлаждающая жидкость (СОЖ):
- Применяйте смазочно-охлаждающую жидкость (СОЖ) для сверловки;
- При использовании сверл с внутренними каналами подачи СОЖ расчет для сверловки можно производить из соотношения: расход СОЖ [л/мин] ≈ диаметр сверла [мм].
Рекомендуемые режимы резки:
|
Hardox HiTuf |
Hardox 400 |
Hardox 450 |
Hardox 500 |
||
|
Цельное твердосплавное |
vc |
45-80 |
40-70 |
35-65 |
30-60 |
|
f |
0,10-0,30 |
0,10-0,25 |
0,08-0,18 |
0,08-0,15 |
|
|
С напайными твердосплавными пластинами |
vc |
40-50 |
35-40 |
30-40 |
20-30 |
|
f |
0,10-0,15 |
0,10-0,15 |
0,10-0,15 |
0,08-0,12 |
|
|
Со сменными режущими пластинами |
vc |
70-130 |
60-120 |
60-100 |
50-70 |
|
f |
0,04-0,16 |
0,04-0,16 |
0,04-0,16 |
0,04-0,14 |
При малом диаметре сверла выберите более низкую подачу в пределах указанного диапазона.
Цековка и зенковка.
Цекование и зенкование отверстий в износостойкой стали Hardox лучше всего производить зенковками со сменными твердосплавными пластинами и вращающейся цапфой. Применяйте смазочно-охлаждающую жидкость (СОЖ).
Важно:
- Необходимо снижать режим резания до 70% при сверловке конических зенковок;
- Применять вращающуюся цапфу;
- Выполнять ступенчатую подачу по 2 мм для улучшения процесса стружкодробления;
- На маломощном оборудовании применять минимальную скорость резания, указанную в диапазоне.

Рекомендуемые режимы резки:
|
Hardox HiTuf |
Hardox 400 |
Hardox 450 |
Hardox 500 |
|
|
vc [м/мин] |
30-80 |
25-70 |
20-50 |
17-50 |
|
Подача, f [мм/об] |
0,10-0,20 |
0,10-0,20 |
0,10-0,20 |
0,10-0,20 |
|
D [мм] |
Частота вращения, n [об/мин] |
|||
|
19 |
500-1340 |
420-1175 |
335-840 |
285-840 |
|
24 |
400-1060 |
330-930 |
265-665 |
225-665 |
|
34 |
280-750 |
235-655 |
185-470 |
160-470 |
|
42 |
230-600 |
190-530 |
150-380 |
130-380 |
|
57 |
170-440 |
140-390 |
110-280 |
95-280 |
Нарезание резьбы.
Во всех марках износостойких сталей Hardox возможно нарезание резьбы в отверстиях при правильном подборе типа метчика под конкретную задачу. Используйте четырехканавочные метчики, выдерживающие максимальные крутящие моменты, которые необходимы при нарезании резьбы в отверстиях деталей из износостойких сталей Hardox. При нарезке резьбы в отверстиях в деталях из стали Hardox применяйте в качестве смазочного материала резьбовую смазку или пасту.
Если возможная нагрузка на резьбу не является определяющим фактором, возможно прослабить отверстия до 3%, чтобы уменьшить необходимые усилия резания. Прослабление отверстия продлит срок службы инструмента, при нарезании резьбы в отверстиях деталей из износостойкой стали Hardox.
Важно:
Уменьшить режимы резания до 70% при использовании метчика без покрытий;
Используйте резьбофрезерование при работе на оборудовании с ЧПУ.

Рекомендуемые режимы резки:
|
Hardox HiTuf |
Hardox 400 |
Hardox 450 |
Hardox 500 |
|
|
vc [м/мин] |
30-80 |
25-70 |
20-50 |
17-50 |
|
Размер |
Частота вращения, n [об/мин] |
|||
|
М10 |
190 |
160 |
95 |
80 |
|
М12 |
160 |
130 |
80 |
65 |
|
М16 |
120 |
100 |
60 |
50 |
|
М20 |
90 |
80 |
45 |
40 |
|
М24 |
80 |
65 |
40 |
30 |
|
М30 |
60 |
50 |
32 |
25 |
Фрезерование.
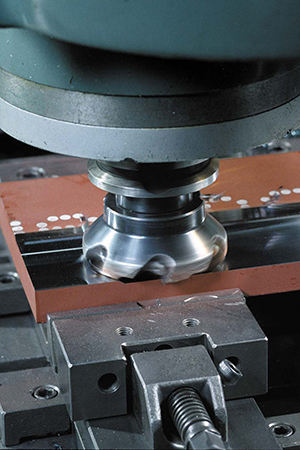
Выбор метода фрезерования и режущих элементов. Для обеспечения эффективной производительности рекомендуется использовать фрезы с твердосплавными режущими пластинами.
- Торцевое фрезерование
- Черновая обработка – выберите фрезу с круглыми режущими пластинами
- Чистовая обработка – выберите фрезу с углом в плане 45°
- Фрезерование прямоугольных уступов – выберите фрезу с углом в плане 90°
- Концевое фрезерование
- Не жесткий станок – выберите концевую фрезу с покрытием HSS-Co (не используйте концевую фрезу из быстрореза при механической обработке кромок, обрезанных газовым резаком)
- Жесткий станок – выберите концевую фрезу из твердого сплава – цельную или со сменными режущими пластинами.
При фрезеровании следует учитывать следующее:
- Убедитесь, что заготовка надежно закреплена
- При низкой мощности станка используйте фрезу с большим шагом зубьев
- Если возможно, старайтесь не использовать универсальную головку, так как она ослабляет патрон и механическую передачу
- Ширина резания при торцевом фрезеровании должна составлять около 75-80% от диаметра фрезы
- При фрезеровании поверхностей, ширина которых уже диаметра фрезерной головки, фреза должна располагаться со смещением, так чтобы в зацепление попало как можно больше зубьев
- При фрезеровании кромок, обрезанных газовым резаком, глубина резания должна быть не менее 2 мм, чтобы избежать твердого поверхностного слоя
- При более высокой подаче снизьте скорость резания
Рекомендуемые режимы резки:
|
Торцевое фрезерование |
Концевое фрезерование |
|||||
|
Твердый сплав с покрытием |
Металлокерамика |
Твердый сплав с покрытием |
Твердый сплав |
|||
|
Марка |
P25/C6 |
P20/C6-C7 |
K20/C2 |
K10/C3 – без покрытия |
K10/C3 – с покрытием |
P10/C7 – многогранные пластины |
|
Условия |
Средние |
Устойчивые |
Устойчивые |
Устойчивые |
Устойчивые |
Устойчивые |
|
Скорость подачи (fz) |
0,1-0,2-0,3 |
0,1-0,2 |
0,1-0,2 |
0,02-0,10 |
0,02-0,20 |
0,05-0,15 |
|
Марка листовой стали |
Скорость резания, vc [м/мин] |
|||||
|
Hardox HiTuf |
170-15-140 |
170-150 |
— |
90 |
100 |
110-90 |
|
Hardox 400 |
150-120-110 |
150-120 |
— |
90 |
100 |
110-90 |
|
Hardox 450 |
150-120-110 |
150-120 |
— |
90 |
100 |
110-90 |
|
Hardox 500 |
120-110 |
120-100 |
120-100 |
50 |
80 |
90-70 |